







СКАРН В ИНТЕРНЕТE:



НКР-100
![]() Штанги НКР-100 применяются при ударно-вращательном способе бурения взрывных скважин с применением погружных пневмоударников и для бурения скважин при подземных горных разработках, позволяют бурить скважины диаметром 85-105 мм, глубиной до 80 м в любом направлении.
Штанги НКР-100 применяются при ударно-вращательном способе бурения взрывных скважин с применением погружных пневмоударников и для бурения скважин при подземных горных разработках, позволяют бурить скважины диаметром 85-105 мм, глубиной до 80 м в любом направлении.
Применяемый тип резьбы (замковая З-53 ГОСТ Р 51245-99) для соединения штанг имеет ряд преимуществ по сравнению с метрической резьбой:
- замковая резьба требует меньше оборотов для свинчивания и развинчивания, что уменьшает время на сборку и разборку колонны;
- осевые нагрузки в соединении ниппель-муфта с замковой резьбой З-53 приложены к упорному торцу толщиной 5 мм у муфты.
По желанию заказчика возможно изготовление штанг с метрической резьбой к буровым станкам НКР-100. Осевые нагрузки в соединении со специальной метрической резьбой вследствие отсутствия упорных торцов распределяются на саму резьбу, что деформирует ее профиль и становится причиной заедания и износа резьбы. Износ и выкрашивание торца муфты с метрической резьбой приводит к потере основной плоскости резьбы муфты, что нарушает резьбовое соединение.
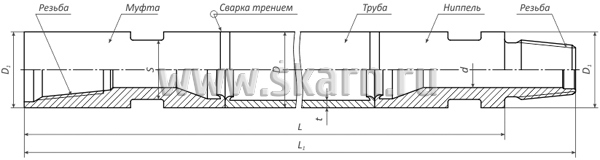
| Наружный Диаметр трубы, D, мм | Внутренний диаметр замков, d, мм | Наружный диаметр муфты и ниппеля, D1, мм | Толщина стенки трубы, t, мм | Ширина пазов — размер под ключ (вилку), S, мм | Длина пазов, мм | Длина штанги рабочая, L, мм | Длина штанги общая, L1, мм | Тип резьбы |
| 63,5 | 30 | 64 | 6…9 | 50 | 28 | 500…1200 | 560…1260 | Замковая З-53 ГОСТ Р 51245-99 |
Штанги изготавливаются из следующих материалов:
- труба (тело штанги) — из стали 45;
- ниппель, муфта (детали замка) — из стали 40ХН
- Штанги могут изготавливаться других длин L, L1, а также из других марок сталей.
Преимущества применения буровых штанг НКР-100:
- За счет внедрения в технологический процесс запатентованной технологии карбонитрации (насыщение поверхности резьбы углеродом и азотом) и упрочнения методом пластической деформации поверхностей впадин наружной резьбы и зарезьбовой канавки достигается уменьшение износа резьбового соединения и повышение его надежности на работоспособность.
- За счет закалки наружных поверхностей замков токами высокой частоты на глубину до 2 мм значительно повышается их износостойкость.
- За счет применения технологии «сварка трением» с последующей нормализации сварного шва и околошовной зоны достигается высочайшее качество соединения, по прочности не уступающее телу штанги.
Для соединения колонны штанг со станком НКР-100 предусмотрены:
- Переходник на вертлюг к станку НКР-100 (переход с метрической соединительной резьбы вертлюга на замковую резьбу штанг З-53)
- Переходник на пневмоударник к станку НКР-100 (переход с замковой резьбы штанг З-53 на трапециидальную соединительную резьбу пневмоударника).
- По необходимости увеличения длины колонны штанг со специальной метрической резьбой штангами с замковой резьбой З-53 возможно изготовление переходников с одного вида резьб на другой.